


联系我们

当前位置:
衡泰重工机械制造(河池市分公司)
河池当地今日News
刮板输送机选型型号齐全
更新时间:2026-05-14 21:44:37 ip归属地:河池,天气:多云转阵雨,温度:22-33 浏览次数:176 公司名称: 衡泰重工机械制造(河池市分公司)
以下是:广西省河池市刮板输送机选型型号齐全的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 1000 |
| 发货期限 | 3 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 可定制 |
| 产品品牌 | 衡泰 |
| 产品规格 | 可定制 |
| 发货城市 | 沧州 |
| 产品产地 | 沧州 |
| 加工定制 | 是 |
| 产品型号 | 可定制 |
| 质保时间 | 1年 |
| 外形尺寸 | 可定制 |
| 适用领域 | 广泛 |
| 产品功率 | 可定制 |
| 范围 | 刮板输送机选型供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 金城江区、南丹县、天峨县、凤山县、东兰县、宜州区等区域。 |
以下是:广西省河池市刮板输送机选型型号齐全的图文视频




【衡泰】为客户提供多样化产品,包括东兰斗式机、凤山粉尘加湿搅拌机、梧州插板闸阀、贺州插板闸阀等,适配多元场景需求。您是想要在广西省河池市采购高质量的刮板输送机选型型号齐全产品吗?衡泰重工机械制造(河池市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的刮板输送机选型型号齐全产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘女士-【13731735184】,地址:《西环工业区》。 广西壮族自治区,河池市 1965年8月1日,由柳州专区、百色专区和南宁专区划出共10个县设立河池地区专员公署、河池是的革命老区,是广西农民运动的发祥地、百色起义的策源地、右江革命根据地的腹心地,是邓小平、张云逸等老一辈无产阶级革命家曾经战斗过的地方,是红七军和韦拔群烈士的故乡,成长了韦国清上将等7位共和国开国将军;是中国丝绸新都,桑蚕规模连续16年稳居全国设区市首位,已发展成为全国产茧市,广西桑蚕茧丝生产基地。辖区内有盘阳河流域长寿养生旅游带、凤山世界地质公园、环江喀斯特世界自然遗产地等3处生态资源,其中巴马国际旅游区境内的天峨县森林覆盖率高达86%以上。
产品视频展示,助您洞悉刮板输送机选型型号齐全产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:广西河池刮板输送机选型型号齐全的图文介绍

衡泰重工机械制造(河池市分公司)位于交通便利、风景优美的--广西河池工业园。 拥有自己的技术和销售团队,是国内一家的集研制、生产、销售、服务于一体的多元化企业,注册资本510万元。
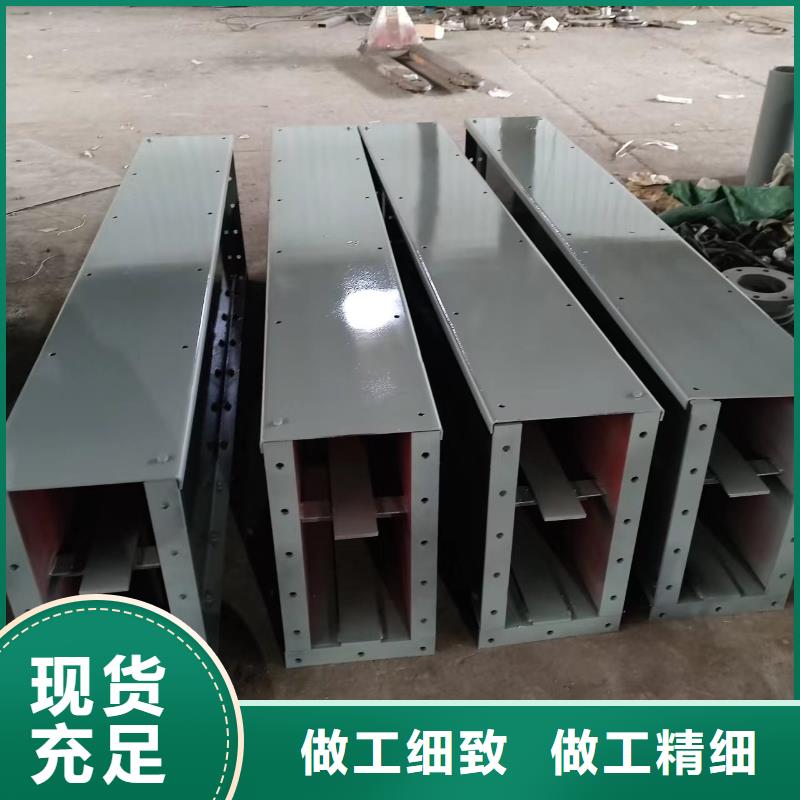
公司主营产品有各种规格的 埋刮板输送机,我们可以做到,产品按来图加工,或本公司提供适合的设计方案供用户选择;并可提供产品安装指导和服务。


广西河池 刮板输送机链条日常维护)每日 1. 链环外观 目视检查(开机前)无明显变形、裂纹,圆环链开口销无脱落 腐蚀环境需重点查锈斑、点蚀2. 刮板连接螺栓 目视+手拧抽查(开机前) 无松动、缺失,螺栓头部无滑丝 每10节刮板至少抽查2节3. 链条张紧度 手动按压链条(机头与机尾中间位置)量≤50mm,无过松(跳齿风险)或过紧(磨损加剧) 液压张紧需检查油压是否在设定范围 4. 运行声音 耳听(运行中) 啮合声音均匀(无“咔咔”卡阻声、“咯噔”异响) 异响需立即停机排查 5. 链条跑偏情况 目视(运行中) 无单侧摩擦机槽侧壁,刮板无刮擦槽底跑偏需同步检查链轮是否偏移 每周 1. 链环磨损量 卡尺测量链环直径(停机后) 磨损量≤原直径10%(如原d=18mm,磨损后≥16.2mm) 磨损超标的链节需标记并更换2. 链轮啮合状态 目视+转动链轮(停机后) 链条与链轮齿面贴合,无“卡齿”“脱齿” 链轮齿顶磨损超1/3需同步更换3. 润滑状态 目视检查链节销轴、链轮齿面 润滑剂均匀覆盖,无干涸、积尘(粉尘场景) 缺润滑需补涂对应型号润滑剂(参考备注1) 4. 机槽内异物 打开机槽盖板检查(停机后) 无大块异物(如石头、金属块)卡滞链条 进料口格栅筛需同步检查是否破损 每月 1. 链条伸长量 测量10节链条总长度(与新链对比)伸长量≤原长度2%(如10节原长640mm,现长≤652.8mm) 伸长超标的链条需整体调整张紧,仍超标则更换 2. 链节转动灵活性 手动扳动链节(停机后) 链节可灵活弯曲,无卡滞、僵死 卡滞链节需拆解清理或更换 3. 润滑系统(若有) 检查润滑泵、油管润滑泵压力正常,油管无堵塞、漏油自动润滑需确认喷油频率是否匹配工况 4. 链条腐蚀程度 目视+手摸(潮湿/化工环境) 无大面积锈斑(锈蚀面积≤5%),无点蚀穿孔 锈蚀超标需涂防锈漆或更换耐腐蚀链条 检查人:__________ 检查日期:____年__月__日 问题处理记录:__________ 处理人:__________ 处理日期:____年__月__日 备注说明1. 润滑剂选型参考: 粉尘场景(矿山/建材):二硫化钼锂基润滑脂; 潮湿场景(洗煤/食品):防锈型润滑油(46号抗磨液压油); 高温场景(钢渣/烘干):高温润滑脂(耐温≥200℃)。 2. 每日检查需在“开机前+运行中”分2次完成,每周/每月检查需停机后开展,且必须切断总电源并挂牌。 如果需要适配你的具体工况(如矿山重载、化工腐蚀),我可以帮你定制专属版本检查表(补充行业特殊检查项,如矿山的“链条张力检测”、化工的“耐腐蚀涂层检查”),需要吗?



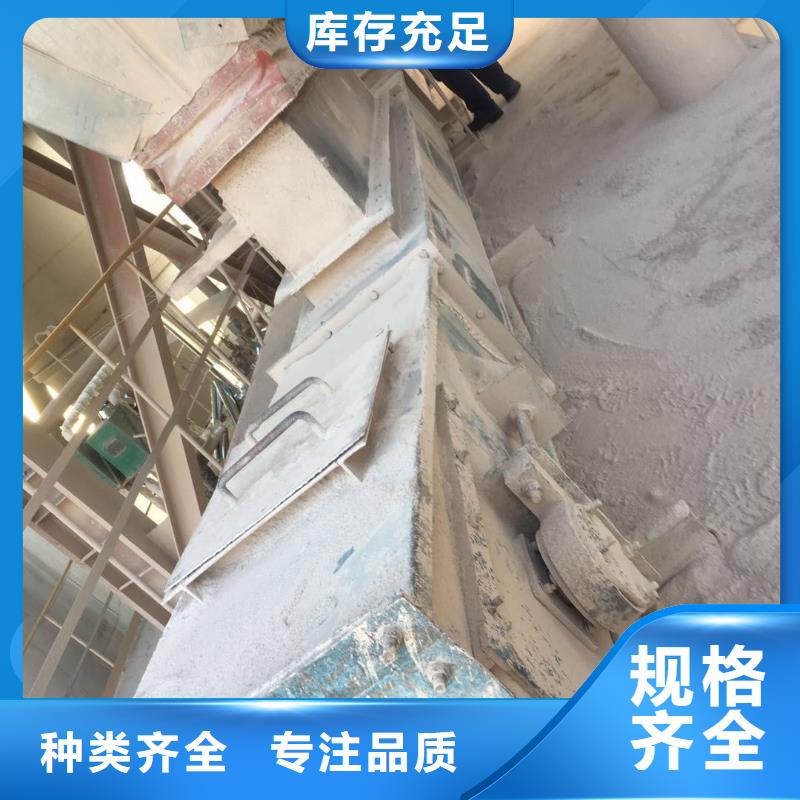
华尔云在封闭的机壳内借运动着的链条刮板与煤的摩擦将煤连续输出链条刮板在运行时埋于被输送的煤中固接在牵引链上的刮板在封闭的料槽中输送散状物料的输送机。这种输送机的牵引链和刮板都埋入物料中,刮板只占料槽的一部分断面,物料占料槽的大部分断面。它能水平、倾斜或垂直输送物料。水平输送时,所用刮板为平条形,利用埋入散料的链条和刮板对散料层的切割力大于槽壁对散料阻力的原理,使散料随刮板一起向前移动,此时移动的料层高度与槽宽之比在一定的比值范围之内,物料流是稳定的。需要进行垂直输送的埋刮板输送机刮板输送机制造需围绕“材质适配、工艺精准、质量可控、场景定制”四大核心,覆盖从原材料预处理到整机出厂的全流程,每个环节需严格遵循行业标准(如GB/T 10596、MT/T 105),并针对矿山、食品、化工等不同场景做专项工艺优化。以下是制造全流程的关键要点拆解: 一、制造前准备:设计输入与材料选型 1. 设计输入确认(匹配工况需求)制造前需明确3类核心参数,避免后期适配性问题: 工况参数:输送物料(粒度≤300mm/粉状/粘性)、输送量(50~2000t/h)、输送距离(≤1000m)、环境条件(温度30~500℃/腐蚀/防爆); 结构参数:链条类型(圆环链/模锻链/直板链)、机槽尺寸(宽400~1600mm×高200~800mm)、驱动功率(15~1000kW); 合规要求:矿山需MA认证、食品需GB 16754卫生标准、化工需GB 3836防爆标准。 2. 核心材料选型(按部件功能匹配)不同部件因受力、磨损、环境暴露差异,需针对性选料,关键材料及标准如下: 部件 常用材质 材质标准 核心性能要求 场景优化 链条 20Mn2/25MnV(矿山);316L(化工) GB/T 127182021(矿用链) 抗拉强度≥1080MPa,破断拉力≥520kN(Φ18×64) 高温场景选310S耐热钢(耐800℃) 机槽 Q355B(普通);NM400(耐磨);304(食品) GB/T 341462023(耐磨钢) 耐磨钢硬度HB360400,焊接接头抗拉≥345MPa 腐蚀场景内壁涂PTFE涂层(耐酸碱) 刮板 Mn13(冲击);Q345(轻载) GB/T 241862022(耐磨钢板) 冲击韧性≥20J/cm2,磨损量≤0.1mm/千小时 食品场景做镜面抛光(Ra≤0.4μm) 链轮 40Cr(普通);ZG30MnSi(重载) GB/T 30772015(合金结构钢) 齿面淬火HRC4855,心部韧性HB220250 粉尘场景齿面镀硬铬(增厚50μm) 驱动部件 电机外壳HT200;减速器齿轮20CrMnTi GB/T 94392010(灰铸铁)齿轮精度≥GB/T 10095.2 6级,电机绝缘≥F级 防爆场景电机隔爆面粗糙度Ra≤6.3μm 二、核心部件制造工艺(精度与强度控制) 1. 链条制造(以矿用圆环链为例,GB/T 12718标准) 流程1:线材预处理 直径Φ18mm合金钢线材经冷拔(公差±0.1mm)→ 球化退火(温度720~760℃,保温4h),降低硬度便于成型; 流程2:链环成型 用数控圆环成型机弯制链环(半径公差±0.2mm),避免圆弧段褶皱(影响强度); 流程3:焊接与去应力 采用闪光对焊(焊接电流800~1200A,顶锻压力15~20MPa)→ 焊后去应力退火(温度550~600℃,保温2h),焊接内应力; 流程4:热处理强化 整体调质(860℃淬火+580℃回火)→ 焊接接头局部补淬,确保链环整体硬度HB240280,避免局部脆化; 流程5:检测 逐节拉力试验(加载至破断拉力80%,无变形)→ 磁粉探伤(检测焊接裂纹,Ⅱ级合格)→ 尺寸抽检(节距误差≤0.5%)。 2. 机槽制造(以耐磨型机槽为例) 流程1:板材切割 用数控等离子切割机切割NM400钢板(侧板/底板),尺寸精度±1mm,切口粗糙度Ra≤25μm; 流程2:折弯成型 侧板折弯成U型(角度90°±0.5°),折弯处做R5mm圆弧过渡(防应力集中),用压力机校平(平面度≤2mm/m); 流程3:焊接工艺 采用机器人CO?气体保护焊(电流220~250A,电压25~28V),先焊内侧密封焊缝(避免漏料),再焊外侧加强焊缝(高度≥板厚); 焊接前预热至120~150℃(防止NM400钢冷裂纹),焊后缓冷至室温; 流程4:质量检测 超声波探伤(焊缝内部缺陷,Ⅱ级合格)→ 水压试验(注水0.3MPa,30min无渗漏)→ 尺寸复核(对接错口≤3mm)。 3. 链轮制造(以40Cr锻钢链轮为例) 流程1:锻造成型 40Cr钢坯经模锻(重载)/自由锻(轻载)→ 锻后正火(920℃保温1h,空冷),细化晶粒; 流程2:粗加工 数控车床车削外圆、内孔(内孔与轴配合精度H7),留0.5mm精加工余量; 流程3:齿形加工 数控滚齿机加工齿形(模数10,压力角20°),齿形精度±0.05mm,齿面粗糙度Ra≤6.3μm; 流程4:热处理 齿面高频淬火(感应加热温度900~950℃,保温6s)→ 低温回火(200℃保温2h),确保齿面HRC4855,心部HRC2530; 流程5:精磨与检测 磨齿机精磨齿面(Ra≤1.6μm)→ 齿距偏差检测(≤0.08mm)→ 动平衡试验(转速≥1500r/min,不平衡量≤10g·mm)。 4. 驱动装置制造(减速器+电机) 减速器:20CrMnTi齿轮经渗碳淬火(渗碳层0.8~1.2mm,表面HRC5862)→ 数控磨齿机精磨(精度6级)→ 箱体检漏(0.3MPa气压,30min无泄漏); 电机:定子绕组真空浸漆(绝缘等级F级)→ 转子动平衡试验→ 防爆电机隔爆面加工(间隙≤0.15mm,符合GB 3836.2)。



华尔云刮板输送机安装过程中常见问题及解决方案如下:一、安装基准偏差问题机头/机尾轴线偏移?表现为驱动装置与过渡槽轴线不平行,导致链条跑偏或跳链?。需使用激光水平仪校正,确保机头架与中部槽直线度偏差≤1/500?。中部槽接缝错位?接口错位超过3mm会导致刮板卡阻,需逐段调整并紧固连接螺栓?。二、链条安装故障刮板链方向错误?宽面未朝物料运行方向或螺栓头未朝上(单链),易引发飘链或断链?。00:04 链条组装步骤00:07 链条长度和运输00:11 现场组装00:13 链条前后顺序00:20 Ms埋刮板输送机精铸链安装注意事项链条张力异常?过紧(机头链轮<2环)易断链,过松(>3环)易跳链,需通过液压紧链器调整?。三、驱动系统问题减速器对中不良?电机与减速机轴线偏移会导致联轴节损坏,需用百分表检测同轴度≤0.1mm?。液力耦合器安装缺陷?注油量不足或易熔塞未达标(熔点110±5℃)会导致打滑或喷油?。四、防护缺失压柱固定不牢?机头/机尾未打牢压柱(机头2根、机尾1根)可能引发翻翘事故?。信号系统未测试?声光信号装置间距>15米或失效,易导致误操作伤人?。五、特殊环境问题倾斜运输防滑不足?倾角>25°时未加装防滑锚固装置,会导致链条下滑?。00:00 刮板输送机的运输方式00:05 倾斜运输的倾角限制00:13 防滑装置的安装00:17 刮板输送机的弯曲允许范围注:所有螺栓需达到规定预紧力(如M24螺栓扭矩≥600N·m),润滑系统注油后需保压24小时无泄漏。刮板输送机链条断链需要从设备选型、日常维护、规范操作等多方面入手,以下是具体措施:一、设备选型与质量保障选用合格链条?选择耐磨、耐腐蚀且强度达标的刮板链及连接环,避免使用劣质或非标配件。确保匹配性?链轮与链条需规格匹配,防止因啮合不良导致受力不均?。二、日常维护与检查定期检查链条状态?检查链条是否磨损、变形或过度磨损,及时更换损坏部件?。确保链条张紧度适中,过松易跳链,过紧增加断链风险(通常预留2%-3%垂度)?。维护传动部件?定期检查链轮磨损情况,及时更换磨损严重的链轮?。清理机头、机尾及溜槽内的煤矸、杂物,防止卡阻链条?。三、规范操作与运行管理避免过载与冲击?禁止在重载情况下频繁点动或强行启动输送机。及时处理大块煤矸或过长物料,防止卡链?。保持机身平直?确保输送机机身平直,避免上鼓下凹或过度弯曲,减少链条异常受力?。操作人员培训?司机需持证上岗,熟悉设备性能及简单故障处理方法,避免违章操作?。四、环境与措施改善运行环境?加强井下通风,减少腐蚀性气体对链条的侵蚀。防护?转动部位需设置保护罩,机尾加装护板,横越处设人行过桥?。处理断链时需停机断电,使用专用接链工具,严禁焊接或螺栓替代?。通过以上措施可有效降低断链风险,保障输送机稳定运行。若需进一步了解具体操作细节,可参考相关技术规范?。
在广西省河池市采购刮板输送机选型型号齐全请认准衡泰重工机械制造(河池市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:刘女士-【13731735184】)。