以下是:安徽省池州市NE15板链斗式提 升机9米多少钱的产品参数
以下是:安徽省池州市NE15板链斗式提 升机9米多少钱的图文视频
【衡泰】持续拓展产品矩阵,现有
贵池斗式机、
青阳震动给料机、
阜阳通风蝶阀、
安庆斗式机、
滁州粉尘加湿搅拌机、
合肥埋刮板输送机等,满足不同场景需求。
NE15板链斗式提 升机9米多少钱,
衡泰重工机械制造(池州市分公司)为您提供
NE15板链斗式提 升机9米多少钱,联系人:
刘女士,电话:
【13731735184】、【13731735184】。 安徽省,池州市 池州市,古称秋浦,安徽省辖地级市,长江三角洲中心区城市,地处中国华东地区,安徽省南部,长江下游南岸,介于东经116°38′~118°05′,北纬29°33′~30°51′,东接铜陵市和芜湖市、宣城市,南邻黄山市,西、北与安庆市、铜陵市隔江相望,西与江西省毗邻,总面积8399平方千米。截至2022年,全市下辖1个区、3个县,常住人口132.8万人。
想了解NE15板链斗式提 升机9米多少钱产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:安徽池州NE15板链斗式提 升机9米多少钱的图文介绍

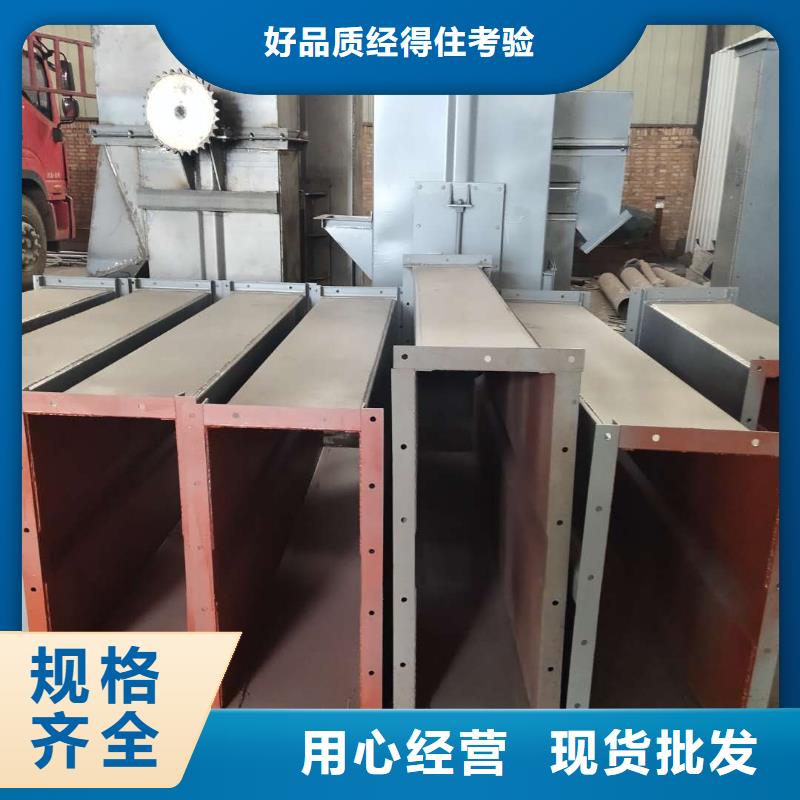
安徽池州斗式提 升机料斗焊缝外观合格的清洁度要求,核心是无影响后续加工(如喷漆、镀锌)、易引发腐蚀或导致物料残留的杂质,需从“残留物质、表面状态、材质适配清洁”三个维度明确标准,具体要求如下: 一、核心残留物质:焊渣、油污、杂质需彻底清理清洁度的首要标准是“无可见残留”,且需覆盖焊缝及周边区域,避免死角残留引发后续问题,具体要求:# 1. 焊渣残留:无可见焊渣及细小颗粒 具体要求: 1. 焊缝表面及边缘(包括加强筋与斗壁的缝隙、拐角包角处)无块状、片状焊渣,用手触摸无硌手感(无凸起的焊渣颗粒); 2. 用干净白布(或不掉毛的软布)擦拭焊缝及周边5mm范围,白布无明显灰色/黑色焊渣痕迹(允许极轻微的粉尘,轻拍可脱落); 3. 焊缝根部(如斗底与侧壁的角焊缝底部)、螺栓孔周边等死角,无堆积的细小焊渣(可用压缩空气吹扫后检查,无颗粒掉落)。 不合格表现: 焊缝表面有凸起的焊渣块(直径>2mm);白布擦拭后有明显黑色印记;加强筋缝隙内卡有焊渣颗粒,无法吹扫。# 2. 油污与有机杂质:无油污、灰尘、铁屑 具体要求: 1. 焊缝及周边表面无油污(包括焊接时的防锈油、切削液、手指印),用蘸有酒精的白布擦拭,白布无油渍、无彩色印记(如手指印的油脂痕迹); 2. 无灰尘、铁屑、焊条头碎屑等杂质,目视无明显异物,用压缩空气吹扫后无杂质飘落; 3. 食品级不锈钢料斗的焊缝,需额外检查无树脂、胶带残留(如焊接时固定用的胶带,需彻底清理,避免接触物料时污染)。 不合格表现: 酒精擦拭后白布有油渍;焊缝表面有堆积的灰尘或铁屑;不锈钢料斗焊缝处有胶带残留的粘性物质。# 3. 氧化皮与锈蚀:碳钢无氧化皮,不锈钢无黑斑 具体要求: 1. 碳钢料斗焊缝:焊后高温形成的蓝黑色氧化皮需彻底(可用钢丝刷、砂纸打磨),露出碳钢本色(银灰色或浅褐色),无局部残留的氧化皮斑块(面积>5mm2); 2. 不锈钢料斗焊缝:无焊接高温导致的黑色/褐色氧化斑(需做酸洗钝化处理),表面呈现均匀的银白色,无局部发黑区域(面积>3mm2); 3. 无论碳钢还是不锈钢,焊缝及周边无可见锈蚀(如点状锈迹、黄褐色锈斑),尤其注意拐角、螺栓孔等易积水的部位。 不合格表现: 碳钢焊缝有大面积蓝黑色氧化皮;不锈钢焊缝有黑色斑块且未钝化;焊缝边缘出现点状锈迹。 二、表面状态要求:干燥、无损伤,适配后续处理清洁后的表面状态需满足“不影响涂层附着力”“无二次污染风险”,具体要求:1. 表面干燥无水分:清洁后(如擦拭、吹扫)需自然晾干或烘干,焊缝表面无水印、无潮湿痕迹(潮湿会导致喷漆后起泡,或碳钢生锈); 2. 无清洁工具损伤:清理焊渣、氧化皮时,不得用蛮力敲击导致焊缝变形(如焊缝凹陷、母材划痕),砂纸打磨后焊缝表面需平整(无明显划痕深度>0.1mm); 3. 无清洁残留剂:若使用清洁剂(如除油剂、酸洗钝化液),需用清水彻底冲洗干净,避免残留的化学剂腐蚀焊缝(如酸洗钝化液残留会导致不锈钢焊缝出现白斑)。 三、材质差异化清洁要求:碳钢与不锈钢适配不同标准不同材质料斗的焊缝清洁度要求需“适配后续防锈工艺”,避免通用标准导致防护失效: 料斗材质 额外清洁要求 目的 碳钢料斗 1. 氧化皮需彻底打磨至露出金属本色;2. 清洁后24小时内需喷涂底漆(避免生锈) 确保底漆能紧密附着,防止焊缝从内部腐蚀 不锈钢料斗(食品级) 1. 需用食品级清洁剂除油;2. 酸洗钝化后需用纯化水冲洗,避免化学剂残留;3. 清洁后需用无菌布擦干,避免二次污染 符合食品接触卫生标准,防止清洁剂或杂质污染物料 不锈钢料斗(工业级) 1. 氧化黑斑需酸洗钝化处理,表面均匀银白色;2. 无酸洗残留液(可用pH试纸检测,pH值68为合格) 不锈钢焊缝的耐腐蚀性,避免黑斑处优先生锈 四、清洁度检查方法(现场可落地)1. 目视检查:光线充足下(如自然光或强光手电),观察焊缝及周边,无可见焊渣、油污、锈迹; 2. 触摸检查:戴干净手套(或徒手)抚摸焊缝表面,无硌手感、无粘腻感(油污); 3. 擦拭检查:用干净白布(或酒精布)擦拭焊缝,白布无明显污渍、焊渣痕迹; 4. 针对性检查:对死角(如加强筋缝隙、螺栓孔),用细毛刷或压缩空气吹扫后,再目视确认无残留。 五、清洁度不达标后果 焊渣残留:喷漆后涂层易脱落,焊渣与母材之间形成缝隙,潮湿环境下优先生锈; 油污残留:导致后续喷漆、镀锌时涂层附着力差,出现“起皮、起泡”; 氧化皮残留:碳钢焊缝氧化皮会加速内部腐蚀,寿命缩短50%以上;不锈钢黑斑会影响耐腐蚀性,且食品级场景会污染物料。要不要我帮你整理一份料斗焊缝清洁度检查记录表?表格会包含“检查部位、清洁要求、检查方法、合格判定、整改情况”等栏目,比如“焊缝拐角→无焊渣残留+无锈迹→目视+毛刷清扫→无残留为合格”,方便现场记录清洁度检查结果,确保每个焊缝都符合标准。


安徽池州橡胶材质的斗式提 升机皮带,核心优势是耐磨性强、性价比高、适配多数常规工业物料,但短板也很明显,集中在耐温上限低、洁净度不足,整体更适合非高温、非食品级的常规输送场景。 一、核心优点:适配常规工况,实用性与经济性兼顾橡胶皮带的优点直接对应工业生产中“耐磨、抗冲击、低成本”的核心需求,是目前应用广的皮带类型之一。1. 耐磨性突出,适配中低磨琢物料 天然橡胶或橡胶基材本身具有高弹性和耐磨特性,表面可通过硫化工艺增强硬度,能耐受水泥、谷物、矿粉等中低磨琢物料的长期摩擦,正常工况下使用寿命可达23年(优于普通帆布带)。2. 弹性好,能缓冲物料冲击 橡胶的弹性模量低于聚氨酯,当物料从进料口落入料斗时,皮带可通过轻微形变吸收冲击能量,减少料斗与皮带连接点的应力集中,降低螺栓松动或料斗开裂的风险,尤其适合物料下落高度较高的场景。3. 可改性适配多场景,适应性强 通过添加不同助剂可优化性能: 添加耐老化剂可户外或长期使用的抗紫外线、抗氧化能力; 添加耐油成分(如橡胶基材)可适配含少量油污的物料(如机械加工废料); 表面可压制菱形或人字形防滑纹路,避免皮带在高倾角输送(如60°75°)时打滑。4. 性价比高,采购与维护成本低 橡胶基材原料易得,生产工艺成熟,同等规格下(如宽度500mm、尼龙芯),橡胶皮带价格比聚氨酯皮带低20%30%;且局部破损时可通过热补或冷补胶修复,无需整根更换,维护成本更低。 二、主要缺点:受温限与洁净度制约,高温/食品场景不适用橡胶材质的分子结构决定了其在高温和高洁净度场景下的天然短板,是选型时需重点规避的风险点。1. 耐温上限低,高温易老化失效 常规橡胶皮带耐温上限仅为80℃,若物料温度超过90℃,橡胶会加速软化、老化,出现表面龟裂、弹性下降,甚至与芯材剥离(如帆布芯脱落);即使是耐温改性橡胶,上限也仅120℃,无法适配煤粉(200250℃)、高温粉煤灰等高温物料。2. 洁净度不足,不适合食品/医药级场景 橡胶基材可能残留微量硫化剂或异味,且表面易吸附粉尘,清洁难度高,若用于输送奶粉、糖果、药品原料等食品/医药级物料,可能存在污染风险;同时,橡胶老化后可能产生细小颗粒脱落,不符合洁净生产标准。3. 耐油性有限,忌接触强油性物料 普通天然橡胶或氯丁橡胶耐油性较差,若长期接触润滑油、柴油等强油性物料,会出现溶胀、体积变大、强度下降的问题,导致皮带拉伸变形或断裂,需额外选用专用耐油橡胶带(成本更高)。4. 长期使用易吸潮,影响芯材强度 橡胶虽不亲水,但接缝处或破损处易渗入水分,导致内部帆布芯或尼龙芯受潮发霉、强度降低,尤其在潮湿环境(如南方雨季、水产加工车间)使用时,需定期检查皮带内侧是否有霉斑,否则可能引发皮带突然断裂。 三、适用与禁忌场景总结 维度适用场景 禁忌场景 物料类型 中低磨琢、无强油污的常规物料(水泥、谷物、矿粉) 高温物料(>80℃)、食品/医药级物料、强油性物料 行业领域 建材(非高温段)、粮食加工、饲料生产、普通化工 电力(粉煤灰)、食品加工、医药化工、油脂加工 工况条件 常温(≤80℃)、中低扬程(≤30m)、室内干燥环境 高温(>90℃)、高湿度(相对湿度>85%)、洁净车间 要不要我帮你整理一份橡胶皮带选型 Checklist?清单会包含“物料温度、磨琢性、洁净度要求”等关键判断项,你只需对照勾选,就能快速确认当前工况是否适合选用橡胶皮带,避免选型失误。



安徽池州本地判断橡胶材质斗式提 升机皮带是否需要更换,核心看磨损程度、结构损伤、功能异常三大维度,每个维度都有明确的可观察、可测量标准,避免仅凭“使用时间”判断导致误判。 一、核心判断标准:4类可直接观察的失效现象 1. 橡胶层磨损:露出芯材即需更换磨损是直观的失效信号,重点看橡胶层是否已无法保护内部芯材(帆布尼龙钢丝绳):局部或大面积露出芯材:无论面积大小,只要橡胶层磨损后,内部帆布纤维、尼龙线或钢丝绳清晰可见,就需更换(芯材暴露会快速受潮、生锈,导致整体强度骤降)。表面磨损超50%:用卡尺测量皮带剩余橡胶厚度,若比新皮带薄50%以上(如原厚度10mm,剩余≤5mm),即使未露芯材,也会因耐磨性不足加速损坏。防滑纹路完全磨平:若皮带表面有菱形人字形防滑纹,纹路磨平后会导致料斗打滑、输送量下降,且橡胶层已接近耗尽,需更换。 2. 结构损伤:出现不可逆裂纹或剥离结构损伤意味着皮带整体强度失效,继续使用易断裂,需立即更换:横向裂纹:裂纹垂直于皮带运行方向,长度超过10cm、深度穿透橡胶层(摸到芯材),或同一皮带出现2处以上短横向裂纹(>5cm)。纵向裂纹:裂纹平行于运行方向,长度超过30cm(约13皮带周长),或裂纹深度达芯材(即使长度短,也会快速延伸)。橡胶与芯材剥离:皮带表面出现鼓包、分层,用手按压能感觉到橡胶与内部芯材分离,剥离面积超过0.1㎡(约1个手掌大小),或剥离深度超过5mm。接头开裂:皮带接头(硫化接头或机械接头)处出现裂缝,或接头处橡胶脱落,露出接头金属件缝线,会导致接头突然断开,需紧急更换。 3. 功能异常:调整无效即需更换功能异常说明皮带已无法正常工作,即使外观损伤不严重,也需更换:持续跑偏且无法纠正:调整张紧装置、导向轮后,皮带仍偏向一侧,边缘与壳体摩擦导致单边磨损(单边厚度比另一边薄13以上),或已磨到壳体钢板,继续使用会磨断皮带。过度伸长导致打滑:张紧装置已调到行程,皮带仍因伸长而打滑(主动轮转动但皮带不动),说明芯材已拉伸到极限,无法再提供足够张力。输送量骤降:因皮带弹性下降(老化)或表面磨损,料斗无法正常舀料,或运行中物料频繁洒落,调整进料口后仍无改善,说明皮带已失去正常工作能力。 4. 橡胶老化:失去弹性即需更换橡胶老化会导致韧性、强度下降,即使无明显磨损,也易断裂:表面硬化、龟裂:用手触摸皮带表面,感觉僵硬无弹性,或出现密集的细小裂纹(如龟壳纹),尤其在皮带弯折处(如主动轮附近)裂纹更明显。老化掉渣:用手擦拭皮带表面,有大量橡胶碎屑脱落,或皮带边缘因老化变得酥脆,一碰就掉渣。颜色异常:橡胶从原有的黑色深色,变成灰白色或泛黄,且无光泽,说明内部分子结构已老化失效。 二、辅助判断:2个“时间+工况”参考指标若外观无明显损伤,但符合以下情况,也建议提前更换,避免突发故障:1. 使用时间超极限:在恶劣工况(高温>60℃、高磨琢物料)下使用超1.5年,或常规工况下超3年(即使外观完好,橡胶也已进入老化后期,强度下降)。2. 维护记录异常:近3个月内,皮带跑偏、打滑故障次数超3次,或每次修复后使用不到1个月又出现新问题,说明皮带已进入“疲劳期”,修复意义不大。要不要我帮你整理一份橡胶皮带更换判断检查表?表格会列出“检查项目、判断标准、是否需更换、备注”等栏目,比如“橡胶层是否露芯材→是否→是则更换”,你可以打印后让现场维护人员对照检查,避免漏判或误判。


安徽池州判断斗式提 升机料斗焊缝外观是否存在咬边缺陷,核心是识别“焊缝与母材交界处的凹槽”,通过目视观察、触摸感知、简易测量三个步骤即可精准判断,无需专业设备,具体方法如下: 一、先明确咬边的核心外观特征:焊缝边缘有“沟槽”咬边是焊接时电弧将母材边缘熔化后未填满,形成的连续或间断凹槽,多出现于角焊缝的两侧、对接焊缝的边缘(料斗常见于斗底与侧壁的角焊缝、加强筋与斗壁的连接焊缝),典型特征有3点:1. 位置固定:凹槽仅存在于“焊缝金属与母材的过渡区”,不会出现在焊缝中心(焊缝中心凹陷属于“未填满”,而非咬边); 2. 形态规则:多呈“连续的细沟槽”(宽度13mm)或“间断的点状凹陷”,沟槽方向与焊缝长度方向一致; 3. 颜色差异:沟槽内金属因高温熔化后冷却,颜色可能比母材略深(碳钢呈深灰色,不锈钢呈暗银白色),与周围母材有明显视觉边界。 二、3步现场检查方法:从“看”到“测”确认缺陷# 1. 步:目视观察(初步筛选)操作方式:在充足光线(自然光或强光手电)下,正对焊缝与母材的交界处,沿焊缝长度方向缓慢观察,重点关注以下部位: 料斗角焊缝的“两个侧面”(如斗底与侧壁连接的焊缝,需分别检查靠近斗底和靠近侧壁的两个边缘); 加强筋焊缝的“根部边缘”(加强筋与斗壁贴合的部位,易因焊接电流过大产生咬边)。 判断依据:若看到“连续或间断的沟槽”,且沟槽深度能清晰分辨(肉眼可见凹陷),初步判定存在咬边;若仅为轻微的“线条痕迹”(无明显凹陷),需进一步触摸确认。# 2. 第二步:触摸感知(辅助判断)操作方式:洗净双手(或戴干净薄手套),用手指指腹沿焊缝边缘的沟槽轻轻划过,感受是否有“台阶感”或“凹陷感”;也可将指甲轻卡入沟槽,判断凹陷深度。 判断依据: 若能明显感觉到“指甲陷入沟槽”(或指腹有明显高低差),说明咬边深度较大; 若仅轻微感觉粗糙,无明显凹陷,可能是焊接时的正常纹路(非咬边)。# 3. 第三步:简易测量(精准判定是否超标)若目视和触摸确认有咬边,需用简易工具测量“深度”和“长度”,判断是否超出合格标准:测量工具:塞尺(精度0.02mm,料斗检查常用0.5mm、1mm规格)、卷尺(精度1mm)。 深度测量:将塞尺插入咬边的沟槽内,若0.5mm规格的塞尺能完全插入且无明显松动,说明咬边深度≥0.5mm(不合格);若仅能插入0.2mm塞尺,深度<0.5mm(需结合长度判断)。 长度测量:用卷尺测量咬边的连续长度(或间断咬边的总长度),若单段连续咬边长度>50mm,或整道焊缝的咬边总长度>焊缝总长的10%(如1米长焊缝,咬边总长度>100mm),判定为不合格。 三、明确咬边缺陷的“合格与不合格标准”根据料斗焊缝的受力需求,咬边缺陷需满足以下标准,超出即需整改:判定维度 合格标准 不合格标准 咬边深度 ≤0.5mm(且不超过母材厚度的10%,如5mm厚板材≤0.5mm) >0.5mm,或超过母材厚度10%(如8mm厚板材>0.8mm) 咬边长度 单段连续长度≤50mm;整道焊缝总长度≤焊缝总长的10% 单段连续长度>50mm;总长度>焊缝总长的10% 出现部位 非受力关键部位(如料斗侧壁非承重焊缝)可允许轻微咬边 受力关键部位(斗底、加强筋、与牵引构件连接的焊缝)出现任何咬边 四、注意事项:避免与“正常纹路”混淆焊接时焊缝表面可能形成正常的“鱼鳞纹”,易与轻微咬边混淆,需注意2点区分:1. 正常鱼鳞纹:纹路均匀,与母材过渡平滑,无明显沟槽,触摸无台阶感; 2. 轻微咬边:有明显的线性沟槽,过渡处有高低差,触摸能感觉到凹陷。要不要我帮你整理一份料斗焊缝咬边缺陷检查简易记录表?表格会包含“检查部位、焊缝长度、咬边深度/长度、合格判定、整改措施”等栏目,比如“斗底角焊缝→1200mm→深度0.3mm/长度30mm→合格”,方便你现场记录和判断,避免漏判或误判。


衡泰重工机械制造(池州市分公司)生产销售 埋刮板输送机,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。


选购NE15板链斗式提 升机9米多少钱来安徽省池州市找衡泰重工机械制造(池州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:刘女士-【13731735184】,地址:[西环工业区]。