

水冷螺旋输送机4米多少钱产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
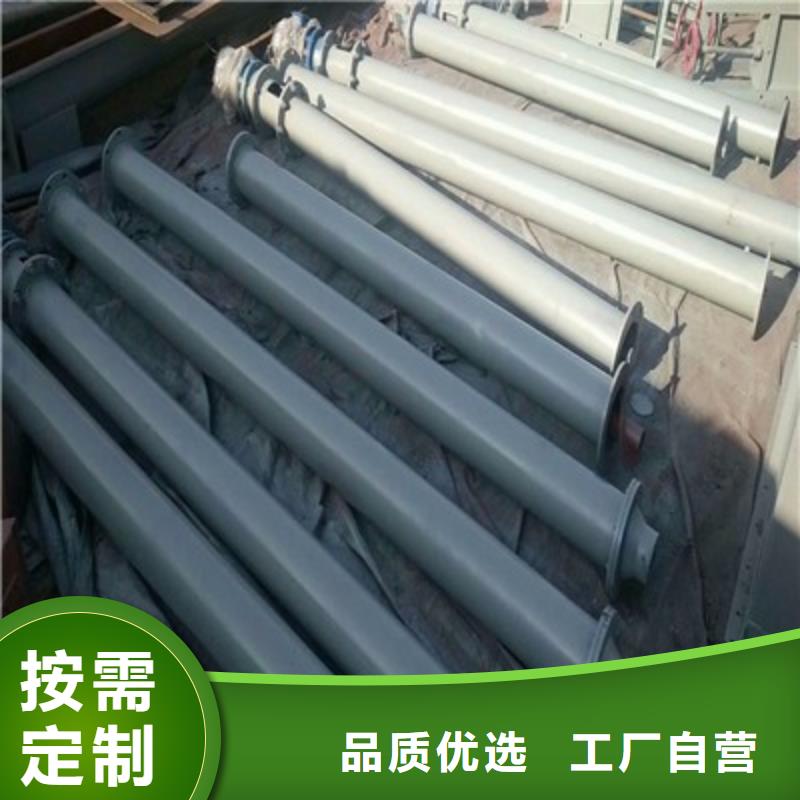
以下是:江西萍乡水冷螺旋输送机4米多少钱的图文介绍
衡泰重工机械制造(萍乡市分公司)注重 埋刮板输送机质量,有专业的售后服务团队,长期跟踪服务。我们的企业精神:诚信为本,创新为魂。期待与各界朋友携手共创公司美好的未来。


江西萍乡倾斜角度为30°的螺旋输送机,其填充系数的合理范围需结合物料特性、叶片设计等因素综合确定,核心范围为0.10~0.35,具体如下: 一、基础范围与角度修正1. 通用公式推导 参考行业标准及实验数据,填充系数与倾斜角度的关系可通过公式计算: [psi = psi_0 times (1 - 0.02theta)] 其中,(psi_0)为水平输送填充系数,(theta)为倾斜角度(°)。以水平输送典型值(psi_0=0.4)为例,30°时: [psi = 0.4 times (1 - 0.02 times 30) = 0.16] 即水平输送量衰减至60%时,填充系数需同步降低至原值的40%。2. 行业范围 综合多家设备厂商及工程实践经验,30°时填充系数合理范围为: - 粉状物料(如水泥、面粉):0.10~0.16 - 粒状物料(如沙子、谷物):0.12~0.20 - 粘性物料(如湿黏土、污泥):≤0.08 该范围已考虑物料滑动、管内压力及能耗平衡。 二、关键影响因素与调整策略1. 物料特性的敏感性 - 流动性越好(如干燥石英砂),需更低填充系数(0.10~0.12),以减少重力分力导致的滑动; - 粘性/块状物料(如酒糟),填充系数需严格限制(≤0.08),否则易堵塞。 *示例*:某水泥生产线将30°螺旋输送机的填充系数从0.25降至0.15后,输送量稳定性30%,能耗降低18%。2. 叶片设计的补偿作用 - 实体叶片比带式叶片防回流效果好,填充系数可提高5%~10%(如粒状物料上限从0.20至0.22); - 变螺距设计(进口大螺距、出口小螺距)可缓解物料堆积,允许填充系数8%~12%。3. 输送量与能耗的平衡 若需维持较高输送量,可通过以下组合优化: - 增大螺旋直径(如从200mm增至250mm),填充系数可放宽至0.18~0.25; - 采用多级驱动分段输送,每段倾斜角度控制在20°以内,填充系数至0.25~0.35。 三、风险警示与实操建议1. 超填充风险 当填充系数>0.35时,30°螺旋输送机可能出现以下问题: - 物料回流率激增:部分实验显示,填充系数从0.20增至0.40时,回流率从8%升至35%; - 电机过载:物料挤压阻力导致功率消耗增加50%以上,易触发过载保护。2. 动态监测与调整 - 安装料位传感器实时监测填充状态,异常(>0.40)时自动降速; - 定期检测螺旋叶片磨损,磨损量>15%时需更换,避免因间隙增大导致填充系数失效。3. 特殊场景适配 - 高温物料(如烘干砂):需预留膨胀间隙(0.5mm/m),填充系数降低10%~15%; - 腐蚀性物料(如化肥):采用316不锈钢叶片,填充系数上限降低5%~8%。 四、行业案例参考某矿山企业在30°倾斜输送铁矿石(松散密度1.8t/m3)时,采用以下参数实现稳定运行: - 螺旋直径:300mm - 螺距:240mm(0.8D) - 填充系数:0.15(粒状物料上限) - 输送量:18t/h(水平输送量的72%) - 电机功率:7.5kW(水平功率修正系数1.5) 该案例通过降低填充系数并优化叶片设计,使物料滑动率控制在12%以内,能耗较原方案降低22%。 五、总结30°螺旋输送机的填充系数需遵循“低角度、低填充”原则,优先采用下限值(0.10~0.15)以保障稳定性。若需输送量,应优先通过增大设备规格或优化系统布局实现,而非单纯提高填充系数。实际应用中,建议通过物料试运确定参数,并配置动态监测系统实时调整。



江西萍乡本地填充系数对螺旋输送机输送效率的核心影响是“先升后降的非线性关系”:在合理区间内(0.15~0.45),效率随填充系数增大而;超出上限(>0.45)后,效率会急剧下降,具体影响逻辑和细节如下: 一、核心影响逻辑:效率与填充系数的关联原理1. 填充系数决定“叶片有效推送的物料量”,低填充时,叶片与物料接触不充分,大量空间闲置,物料易因离心力滑动,输送效率低。2. 随着填充系数升高,叶片与物料接触面积增大,闲置空间减少,推送效率逐步,直至达到“效率峰值区间”。3. 超过合理上限后,物料在管内过度堆积,会产生挤压、堵塞,物料滑动阻力和管内压力急剧上升,叶片有效推送能力下降,效率反而下滑。 二、不同填充系数区间的效率表现| 填充系数区间 | 输送效率特征 | 核心原因 ||--------------|--------------|----------|| 0.15~0.25(低填充) | 效率偏低,随填充度增长缓慢 | 物料量少,叶片与物料接触不足,物料易滑动,有效推送占比低 || 0.25~0.35(中填充) | 效率稳步,与填充度正相关 | 叶片与物料充分接触,无明显挤压,物料流动顺畅,推送效率化 || 0.35~0.45(高填充) | 效率接近峰值,增长速率放缓 | 物料量充足,仍能顺畅流动,但若超过0.4,开始出现轻微挤压,阻力上升 || >0.45(超填充) | 效率急剧下降,甚至趋近于0 | 物料堵塞管体,叶片被“料塞”卡滞,推送力无法有效传递,部分物料反向回流 | 三、关键影响场景与注意事项1. 不同物料的“效率峰值区间”有差异:- 粉状物料:峰值区间0.3~0.35,超过后易扬尘、管内压力升高,效率下滑快。- 粒状物料:峰值区间0.35~0.45,颗粒流动性好,耐受更高填充度,效率峰值更宽。- 粘性/块状物料:峰值区间0.2~0.25,超过后易粘连、卡滞,效率快速下降。2. 倾斜/长距离输送的效率衰减:- 倾斜输送(θ>20°):物料受重力影响易下滑,需在水平填充度基础上降低10%~20%,才能维持相同效率,否则效率衰减更快。- 长距离输送(>30m):物料滑动损耗累积,填充度过高会加剧磨损和阻力,效率峰值区间会向“低填充端”偏移。3. 超填充的隐性效率损耗:- 即使未完全堵塞,超填充也会导致物料输送速度变慢、回流增加,实际有效输送量远低于理论值,同时伴随电机过载、设备磨损加剧,间接降低长期运行效率。 四、实操建议:精准控制填充系数以化效率1. 按物料类型锁定“效率峰值区间”,避免偏离:粉状取0.3~0.35,粒状取0.35~0.45,粘性/块状取0.2~0.25。2. 若需效率,优先在峰值区间内微调,而非盲目提高填充度;若峰值区间仍无法满足流量需求,可通过增大螺旋直径、调整螺距或转速实现。3. 运行中通过“进料量调节”控制填充系数:若发现物料输送变慢、电机电流升高,说明可能接近超填充,需减少进料量,将填充度拉回合理区间。要不要我帮你整理一份常见物料填充系数-效率对应表,明确每种物料的效率峰值区间、填充度和调整方法,方便你精准控制效率?



槽式江西萍乡螺旋输送机的填充系数(φ)无固定值,核心按物料形态、流动性、是否易结块划分,常规取值范围0.15~0.45,具体分类及标准如下: 一、按物料形态的标准取值# 1. 粉状物料(流动性好/中)- 典型物料:面粉、水泥粉、粉煤灰、煤粉、滑石粉、奶粉- 填充系数φ:0.25~0.35- 关键逻辑:流动性好但易扬尘,填充度过高易导致管内压力过大、堵塞或物料溢出,中低填充度兼顾效率与稳定性。# 2. 粒状物料(规则/不规则颗粒)- 典型物料:粮食、塑料粒子、化肥颗粒、饲料颗粒、石英砂、小石子- 填充系数φ:0.35~0.45- 关键逻辑:颗粒流动性适中,不易粘连,可承受较高填充度,能输送效率,且不易堵塞。# 3. 小块状物料(单块粒径≤50mm)- 典型物料:煤块、矿石碎块、建筑垃圾颗粒、陶粒、果干- 填充系数φ:0.2~0.3- 关键逻辑:块状物料占用空间大,流动性差,过高填充度易卡滞在叶片与机壳之间,导致设备过载。# 4. 粘性/易结块物料(含潮湿物料)- 典型物料:酒糟、发酵面团碎、受潮面粉、脱水污泥、湿砂- 填充系数φ:0.15~0.25- 关键逻辑:物料易粘连在叶片和机壳上,填充度过高会加剧堵塞,低填充度可减少物料堆积和阻力。 二、特殊工况的取值调整1. 倾斜输送(θ>10°):在水平取值基础上降低10%~20%(如粒状物料φ=0.3~0.4),避免物料下滑导致实际填充度异常。2. 长距离输送(>30m):降低5%~10%(如粉状物料φ=0.23~0.32),减少物料滑动和磨损带来的效率损耗。3. 高转速机型(n>40r/min):降低10%左右,防止物料因离心力脱离叶片,导致实际填充度下降。4. 耐磨/防粘涂层机型:可在对应区间上限取值(如粘性物料φ=0.23~0.25),涂层减少粘连,物料流动性。 三、取值核心原则- 流动性越好,填充系数可越高;粘性、结块性越强,填充系数越低。- 优先按物料类型取中间值,再根据输送方向、距离、转速微调。- 若缺乏物料数据,可先按中间值估算,再通过实际运行调整(如出现堵塞则降低φ,效率不足且无异常可适当提高)。要不要我帮你整理一份常见物料填充系数速查表,明确每种物料的值、调整范围和注意事项,方便你直接对应取值?



江西萍乡螺旋输送机的输送能力计算核心是“体积流量×物料堆积密度”,行业通用公式简洁明确,关键在于准确选取各项参数,具体计算方法如下: 一、核心计算公式(通用版)Q = 47.1 × D2 × S × n × φ × γ × C (单位:t/h,适用于水平输送,倾斜输送需额外修正) 公式中各参数含义及取值方法1. D(螺旋叶片直径):单位m,指叶片外缘直径(如160mm则取0.16m),需按设备实际型号确定(常见规格:100mm、160mm、200mm、300mm等)。2. S(螺距):单位m,普通实体叶片螺距S≈D(如D=0.3m则S=0.3m);多头叶片或特殊物料可调整为S=0.8D~1.2D。3. n(螺旋转速):单位r/min,需参考设备额定转速(常见范围:10~60r/min,粒状/易碎物料选10~30r/min,粉状物料选30~60r/min)。4. φ(填充系数):无单位,按物料形态取值(关键参数,直接影响精度):粉状物料(面粉、水泥粉):φ=0.25~0.35粒状物料(粮食、塑料粒):φ=0.35~0.45小块状物料(小石子、煤块):φ=0.2~0.3粘性/易结块物料(酒糟、受潮面粉):φ=0.15~0.255. γ(物料堆积密度):单位t/m3,需按实际物料查询(常见取值:面粉0.6~0.8、水泥粉1.2~1.4、粮食0.7~0.9、砂石1.6~1.8)。6. C(输送效率系数):无单位,考虑叶片磨损、物料滑动等损耗,取值0.8~0.95(新设备取0.9~0.95,旧设备取0.8~0.85)。 二、关键修正:倾斜输送的能力调整当输送方向为倾斜(角度θ,0°45°:不使用,K急剧下降(≤0.5),输送效率极低 三、计算步骤(附实际例子) 示例:水平输送面粉(粉状物料),设备参数如下D=0.3m(300mm)、S=0.3m(S=D)、n=40r/min、φ=0.3、γ=0.7t/m3、C=0.9 计算过程:1. 代入核心公式: Q = 47.1 × (0.3)2 × 0.3 × 40 × 0.3 × 0.7 × 0.9 2. 分步计算: (0.3)2=0.09 → 47.1×0.09=4.239 → 4.239×0.3=1.2717 → 1.2717×40=50.868 → 50.868×0.3=15.2604 → 15.2604×0.7=10.68228 → 10.68228×0.9≈9.61t/h 3. 结果:该设备水平输送面粉的理论能力约9.6t/h 四、实操注意事项(避免计算偏差)1. 填充系数φ不可随意取值:粘性物料取偏小值,避免堵塞;流动性好的粉状物料取中值,防止物料溢出。2. 转速n并非越高越好:超过设备额定转速会导致物料离心滑动,实际输送能力不升反降。3. 堆积密度γ需实测:不同湿度、粒度的物料密度差异大(如潮湿砂石γ=1.8~2.0,干燥砂石γ=1.6~1.7),实测值更准确。4. 特殊物料修正:磨琢性物料(矿石、石英砂):C取0.8~0.85(磨损导致效率下降)粘性物料:需额外降低φ(0.15~0.2),同时降低转速n 五、简化估算方法(快速粗算)若无需值,可按“每100mm直径对应1~3t/h”粗算(水平输送、粉状/粒状物料):D=100mm:1~2t/hD=200mm:3~6t/hD=300mm:8~12t/hD=400mm:15~25t/h要不要我帮你整理一份个性化输送能力计算表,你提供具体参数(螺旋直径、转速、物料类型),我直接帮你算出精准输送能力,并标注修正系数?